




Thermoplastic Masterbatches & Liquid Dispersions vs. Raw Pigments
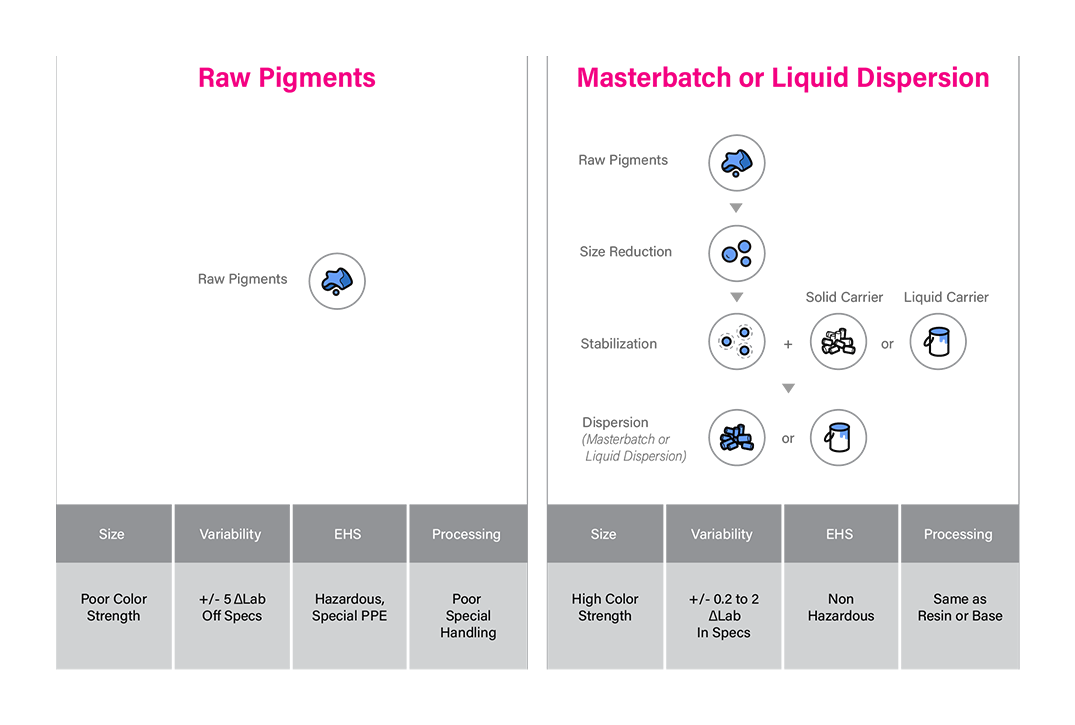
Pigments have been used since pre-historic times. For painting and decoration, early pigments were made from grinding organic (plants and animals) or inorganic substances (minerals), and mixing them with water, oils, or resins. Fast forward 500,000 years, pigments bring color to life in a multitude of applications in our everyday life. However, raw pigments typically come with poor color strength and high color variability. In industrial conditions, operators need special personal protection equipment to manipulate raw pigments; pigments in their raw form are not directly compatible with most manufacturing processes. Hence the advantage of making the pigments available as a color concentrate, either in the form of a thermoplastic or of a liquid dispersion. Compared to raw pigments, thermoplastic masterbatches, and liquid dispersions improve the strength of pigments, reduce color variability, reduce environmental health and safety concerns, and are designed for full compatibility with the manufacturing process they support.


Raw pigments size

Pigment size in masterbatches and dispersions

The Formulations Behind Colors, Special Effects
& Performance
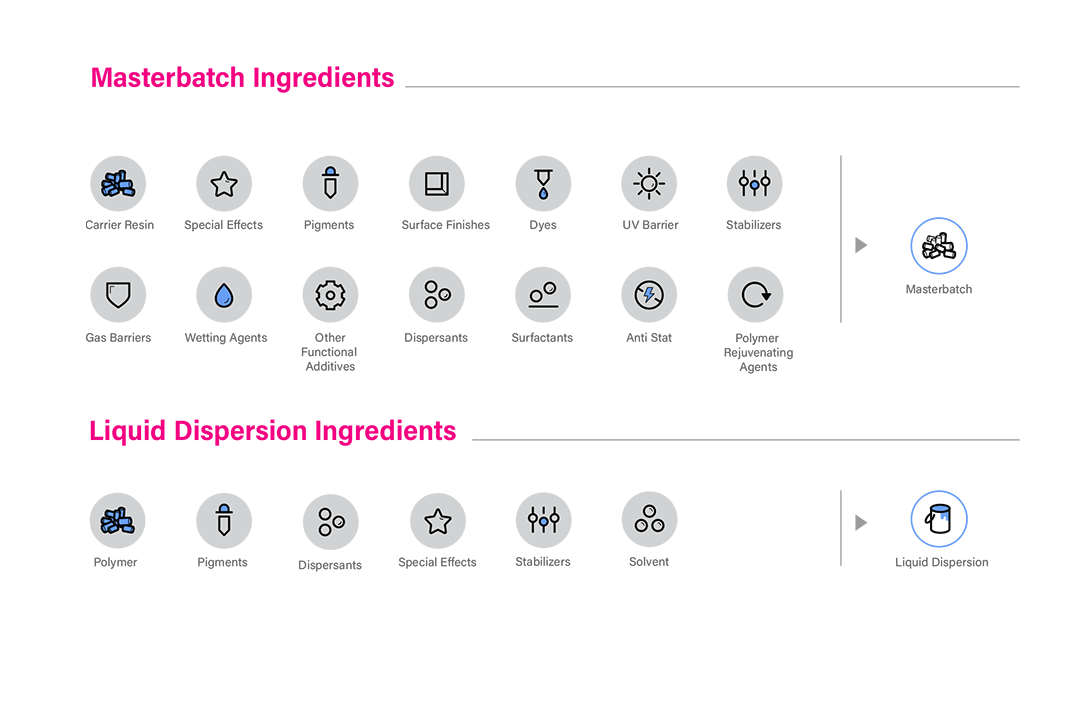
In industrial applications, thermoplastic masterbatches and liquid dispersions use complex formulations, with 3 to 10 different ingredients, including the carrier. Pigments are typically the primary ingredient of a formulation. Pigments are insoluble solid materials, that can be inorganic or organic. Inorganic pigments consist of minerals usually metals, oxides, and salts, natural or synthetic. Organic pigments are carbon-based with most of them being synthetic, derived from hydrocarbons. Pigments bring color but also create special effects like metallic, pearlescent, iridescent, and glitter finishes. For color, the formulation can also use dyes. Unlike pigments, dyes integrate into a material's chemical structure by bonding with a substrate or dissolving in a solvent. While some dyes are derived from natural sources, others are synthetic. Their formulation typically includes small amounts of ingredients like surfactants, solvents, wetting agents, and stabilizers, all of which enhance the performance, consistency, and processability of masterbatches and dispersions.
In addition to colors and special effects, formulations use functional and material performance additives to modify and improve the end-product properties. This includes mechanical resistance, rheology, gas and light barrier, surface properties, UV resistance, antimicrobial properties, recyclability, and use of recycled content.

Active thermoplastic masterbatch formulations

Active ink and coating dispersion formulations

Core Expertise in
Particle Size Reduction
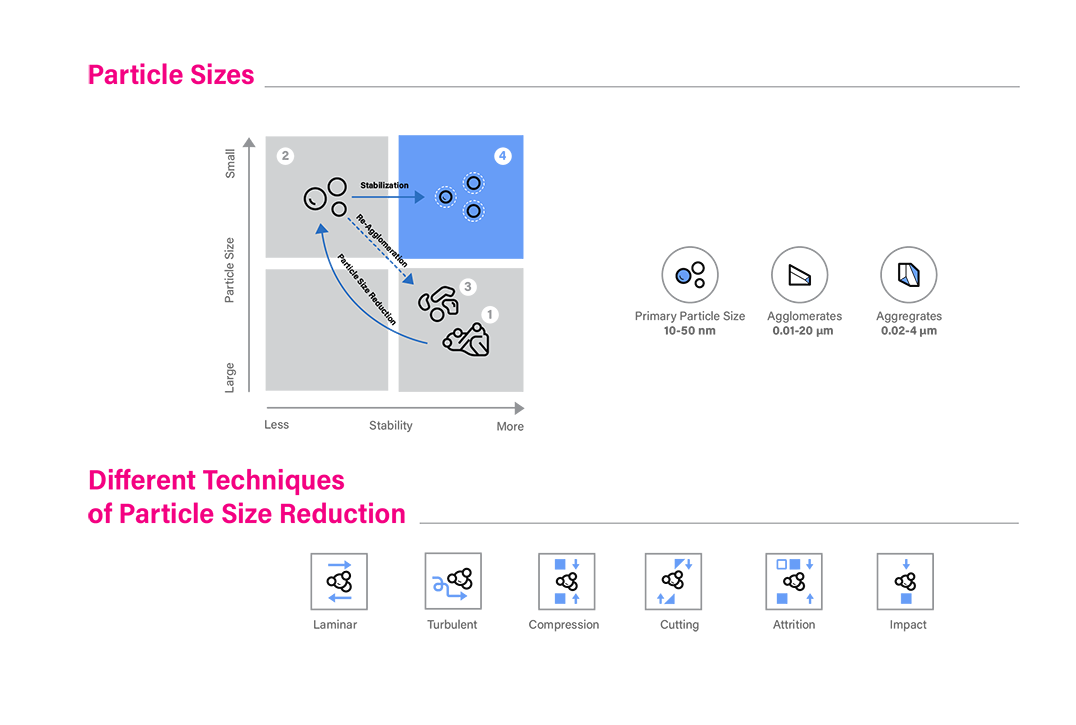
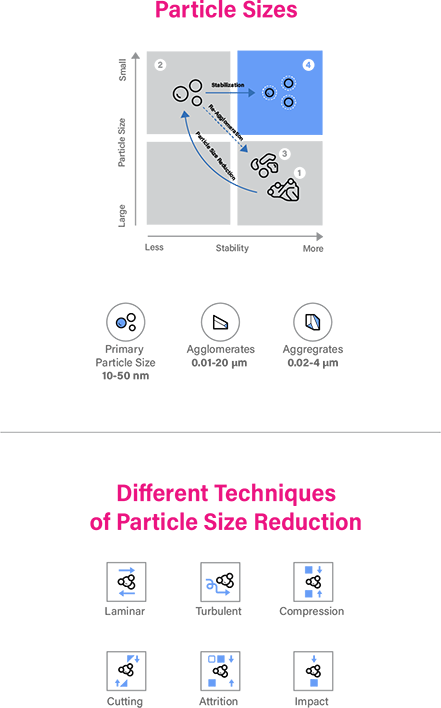
The reduction of pigment particle size, the stabilization of the particle, and the dispersion of the particles in a carrier constitute some of the most critical steps in the manufacturing of thermoplastic masterbatches and liquid dispersions.
Particle size reduction is at the core of Penn Color’s expertise. Reducing pigments to their primary particle size increases the chromaticity, intensity, durability, and consistency of colors while improving yield and lowering cost-to-color. Starting with large size raw pigment - see chart below (1), several techniques and combinations of techniques are employed to reduce particle size (2). As their size is reduced, particles become increasingly energized and unstable: they naturally tend to go back to a lower energy & more stable state, in the form of larger size agglomerates (3). After particle size reduction, it is critical to apply specific techniques of steric stabilization and charge stabilization, to stabilize the pigments in their primary particle size (4).
M lbs. of thermoplastic masterbatches every year
M lbs. of ink and coating dispersions every year
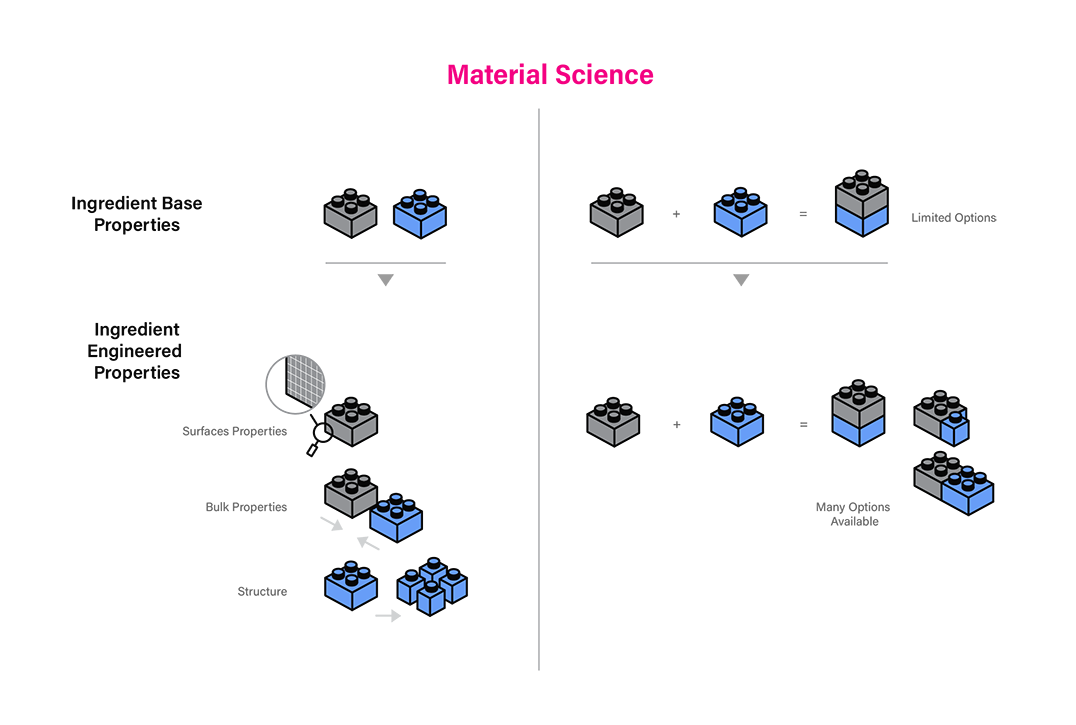
Next Level Performance Enabled by Material Science
Since each application is different and each customer has a specific set of needs, Penn Color custom-formulates the majority of its thermoplastic masterbatches and liquid dispersions, while also offering “stock” formulations. In many cases, Penn Color's expertise resides in the knowledge of the intrinsic properties of the ingredients, and in the ability to design the right combination of the right ingredients. What further sets us apart, is our ability to use material science to modify the properties of the ingredients, such as bulk properties, surface properties, and structure. Thanks to those engineered properties, our chemists have more options they can choose from, enabling the next-level performance of our masterbatches and dispersions.

Of Penn Color
resources are in R&D

Of Penn Color R&D
resources are PHDs
and scientists

We have the highest vitality index in the industry, creating thousands of new formulations every year. We either have a solution or we’ll create one for you. Please use SPARK, our solution finder to tell us what you are looking for.
SOLUTION FINDER